Have you ever wondered how precise and strong metal components, from small screws to complex automotive parts, are manufactured without melting the metal? The answer often lies in cold metal forming processes like cold heading and cold forging. While both involve shaping metal at room temperature, the fundamental difference between cold heading and cold forging lies in their primary objective and the extent of material deformation and flow. Cold heading typically focuses on forming heads or specific features on elongated parts, whereas cold forging aims for more extensive and intricate shaping of a solid blank, often involving significant material flow throughout the part.
This article will delve into these two crucial cold metal forming techniques. We will explore their definitions, the processes involved, their key advantages and disadvantages, common applications, and the factors that influence the choice between them.
Table of Contents:
- What is Cold Heading?
- What is Cold Forging?
- How Do Cold Heading and Cold Forging Differ in Process?
- What are the Advantages and Disadvantages of Each Method?
- What are the Typical Applications for Cold Heading vs. Cold Forging?
- How Does Material Selection Impact Each Process?
- Which Process is Right for My Manufacturing Needs?
What is Cold Heading?
Cold heading is a high-speed, cold-forming process primarily used to upset or enlarge the diameter of a portion of a wire or rod. This process excels at creating heads on fasteners like screws, bolts, and rivets, as well as forming other localized features. The material is shaped at room temperature, typically within specialized cold heading machines using punches and dies.
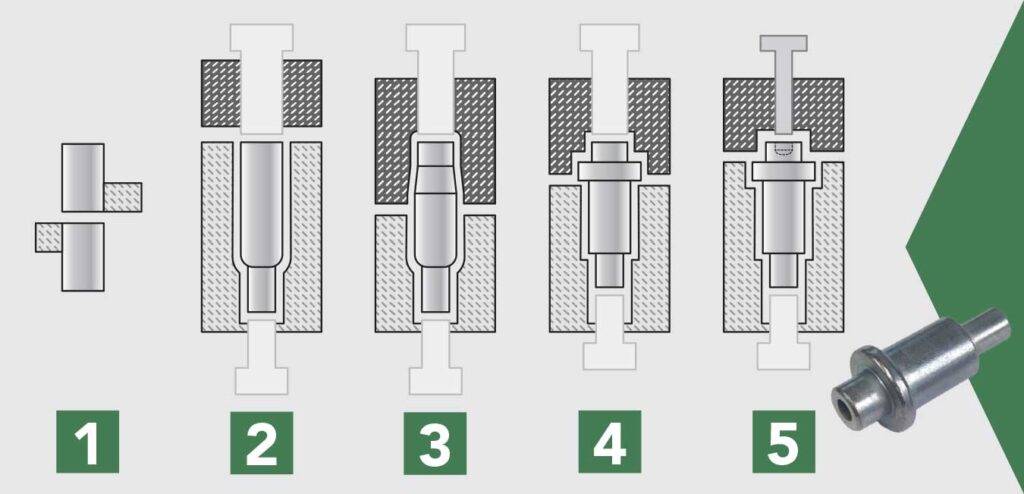
In cold heading, a wire blank is fed into a die. A punch then strikes the end of the wire, forcing the metal to flow into a cavity and form a specific shape, usually a head. This process work-hardens the material, increasing its strength and improving its grain structure. It is known for its high production rates and minimal material waste.
What is Cold Forging?
Cold forging is a metal-forming process that shapes solid metal blanks into desired geometries by applying compressive forces at or near room temperature. Unlike heading, cold forging often involves significant, controlled material flow throughout the entire workpiece, producing intricate shapes with improved mechanical properties. The process typically uses powerful presses and complex tooling.
Cold forging can involve various operations, including upsetting, extrusion (forward, backward, and radial), coining, and drawing. The immense pressure applied causes the metal to plastically deform and fill the die cavity. This results in parts with excellent dimensional accuracy, superior surface finish, and enhanced strength due to strain hardening and optimized grain flow.
How Do Cold Heading and Cold Forging Differ in Process?
Cold heading and cold forging both involve shaping metal without heat, but their procedural focus and complexity vary significantly. Cold heading is highly specialized for forming localized upsets on elongated stock, whereas cold forging encompasses a broader range of deformation operations for more complex component geometries. The primary distinction lies in the extent and control of material flow.
Here’s a comparison of their key procedural differences:
| Feature | Cold Heading | Cold Forging |
| Primary Objective | To form heads or localized upsets on wire/rod. | To extensively shape a blank into a complex, often net-shape, component. |
| Material Input | Typically coiled wire or rod. | Often bar stock, billets, or pre-formed blanks. |
| Machine Type | Dedicated cold heading machines (multi-station). | Mechanical or hydraulic presses (often larger). |
| Deformation Area | Concentrated on a specific section (e.g., fastener head). | Distributed throughout the entire workpiece. |
| Tooling Complexity | Generally simpler dies and punches for localized forming. | More intricate and robust dies for complex 3D shapes. |
| Typical Force | Moderate to high compressive forces. | Very high compressive forces. |
| Material Flow | Primarily upsetting (compressive flow) and minor extrusion. | Extensive multi-directional material flow, including upsetting, extrusion, coining. |
| Cycle Time | Very high production rates (hundreds per minute). | High production rates, but generally slower than heading. |
What are the Advantages and Disadvantages of Each Method?
Both cold heading and cold forging offer distinct benefits and drawbacks, making them suitable for different manufacturing scenarios. Cold heading excels in high-volume fastener production due to speed and material efficiency, while cold forging provides superior strength and complex geometry for structural components. Understanding these pros and cons is essential for optimal process selection.
Advantages:
Cold Heading:
- High Production Rates: Capable of producing thousands of parts per minute, making it extremely efficient for mass production.
- Material Savings: A chipless process, meaning almost no material waste, leading to significant cost reductions.
- Improved Mechanical Properties: Work hardening increases tensile strength and fatigue resistance.
- Good Surface Finish: Results in smooth, consistent surfaces without machining marks.
- Cost-Effective for Fasteners: Ideal for high-volume production of standard and specialty fasteners.
Cold Forging:
- Enhanced Strength & Fatigue Life: Significant work hardening and optimized grain flow result in superior mechanical properties compared to machined parts.
- Excellent Dimensional Accuracy: Capable of holding tight tolerances and producing near-net-shape or net-shape components, reducing subsequent machining.
- Superior Surface Finish: Produces a smooth, often burnished, surface finish.
- Material Savings: A chipless process that minimizes material waste.
- Complex Geometries: Can form intricate, often hollow, and asymmetrical shapes that are difficult or impossible to achieve with heading or machining.
- Reduced Energy Consumption: Performed at room temperature, it avoids the energy costs associated with heating material in hot forging.
Disadvantages:
Cold Heading:
- Limited Complexity: Primarily suited for parts with localized head formation; intricate overall shapes are difficult to achieve.
- Material Requirements: Requires ductile materials that can withstand severe plastic deformation without cracking.
- Tooling Costs: High initial investment in specialized dies and punches, though amortized over high volumes.
- Stress Buildup: Can induce residual stresses in the material, which may require stress-relieving post-processing.
Cold Forging:
- High Forming Forces: Requires powerful presses and extremely robust tooling due to the high forces involved, leading to higher equipment costs.
- Tooling Costs: More complex and durable tooling results in higher initial tooling investment compared to heading.
- Material Requirements: Limited to materials with good ductility and formability at room temperature.
- Part Size Limitations: Generally more suitable for smaller to medium-sized parts due to force requirements.
- Stress Buildup: Like heading, it can induce residual stresses that may necessitate annealing or stress-relieving.
What are the Typical Applications for Cold Heading vs. Cold Forging?
The distinct capabilities of cold heading and cold forging lead them to different primary applications in manufacturing. Cold heading is predominantly found in the fastener industry for high-volume, standardized parts, whereas cold forging is utilized for more structurally significant and complex components across various sectors. This specialization allows each process to optimize production for its respective strengths.
Cold Heading Applications:
- Fasteners: The most prevalent application, including standard and specialty screws, bolts, rivets, and pins.
- Electrical Components: Contacts, terminals, and connectors.
- Automotive Parts: Small components like studs, plugs, and specialized pins.
- Appliance & Consumer Goods: Fasteners and small custom components.
Cold Forging Applications:
- Automotive Industry: Gear blanks, shafts, connecting rods, valve retainers, universal joint components.
- Aerospace: High-strength, intricate components requiring superior fatigue properties.
- Industrial Machinery: Bearing races, hydraulic fittings, tools.
- Sporting Goods: Bicycle components, golf club heads.
- Hand Tools: Wrench components, plier parts.
How Does Material Selection Impact Each Process?
Material selection is paramount for both cold heading and cold forging, directly influencing process feasibility, tooling life, and the final part’s mechanical properties. Both processes demand materials with excellent ductility and formability, but the specific requirements for strength, toughness, and work hardenability can vary based on the extent and complexity of the intended deformation. The chosen material must tolerate significant plastic flow without fracturing.
For cold heading, common materials include low to medium carbon steels (e.g., 1008, 1018, 10B21), alloy steels (e.g., 4037, 4140), stainless steels (e.g., 302HQ), and sometimes non-ferrous metals like aluminum, brass, or copper. The emphasis is on materials that can be easily upset to form a head without cracking. Tooling materials for cold heading punches and dies must be exceptionally hard and wear-resistant (e.g., HSS, powder metallurgical steels, tungsten carbide inserts) to withstand the high, localized forces.
For cold forging, a wider range of materials can be processed, often requiring higher ductility and specific flow characteristics. These include various grades of carbon and alloy steels (e.g., 1022, 1038, 5140, 8620), stainless steels, and aluminum alloys. The goal is to achieve extensive material flow throughout the blank to fill complex die cavities. Cold forging tooling is typically made from highly robust tool steels (e.g., D2, H13, A2) or carbide, chosen for their high compressive strength, wear resistance, and toughness to endure distributed, high-pressure deformation. Pre-treatment like spheroidize annealing might be necessary to enhance the material’s cold workability.
Which Process is Right for My Manufacturing Needs?
Choosing between cold heading and cold forging depends heavily on the specific component requirements, production volume, and desired material properties. If you need to produce vast quantities of fasteners or parts with localized upsets, cold heading is typically the more efficient and cost-effective choice. If your component requires complex, often intricate, geometries with superior strength throughout the entire part, cold forging offers unmatched advantages.
Consider the following factors when making your decision:
- Part Geometry:
- Cold Heading: Best for parts that are primarily elongated with a formed head or localized features (e.g., screws, rivets, pins).
- Cold Forging: Ideal for more complex 3D shapes, often solid or hollow, where significant material redistribution is needed (e.g., gears, shafts, valve bodies).
- Production Volume:
- Cold Heading: Unbeatable for extremely high-volume fastener production due to rapid cycle times.
- Cold Forging: Also high-volume, but generally for larger or more complex parts where per-piece cost is less sensitive to microseconds.
- Mechanical Properties:
- Cold Heading: Improves strength and fatigue life primarily in the headed area.
- Cold Forging: Provides superior strength, fatigue life, and improved grain flow throughout the entire component.
- Material Waste: Both are low-waste, chipless processes, superior to machining in material utilization.
- Tooling Cost & Complexity:
- Cold Heading: High initial tooling cost for punches and dies, but amortized over massive volumes.
- Cold Forging: Even higher tooling costs for more complex, robust dies and presses.
- Material Limitations: Both require ductile materials. Cold forging might require more specialized material pre-treatment.
Ultimately, detailed analysis of the part design, desired performance, and economic considerations will guide the optimal choice. Consulting with experienced metal forming specialists can provide invaluable insights for complex projects.
Conclusion
Cold heading and cold forging are both powerful cold metal forming techniques, but they serve distinct purposes in manufacturing. While cold heading focuses on efficiently forming localized features, typically fastener heads, from wire stock, cold forging is a broader process aimed at extensively shaping solid blanks into intricate, high-strength components. Each method leverages the benefits of cold working—enhanced mechanical properties, material savings, and good surface finish—but they differ significantly in their operational scope, tooling complexity, and ideal applications. Understanding these differences allows manufacturers to make strategic decisions, optimizing production for precision, cost-effectiveness, and the specific demands of the final product.
At Xiluo Mold, we are experts in providing the precision tooling essential for both cold heading and other intricate cold forming processes. With over 24 years of experience, we specialize in designing and manufacturing high-quality fastener molds and dies. We are proud to be the only one-stop R&D and production screw mold factory in China. Our commitment to excellence, from carefully sourcing high-quality imported steel to implementing strict quality control at every production stage, ensures our tooling delivers the accuracy and durability required for your most demanding cold-formed components.




